Features and Applications
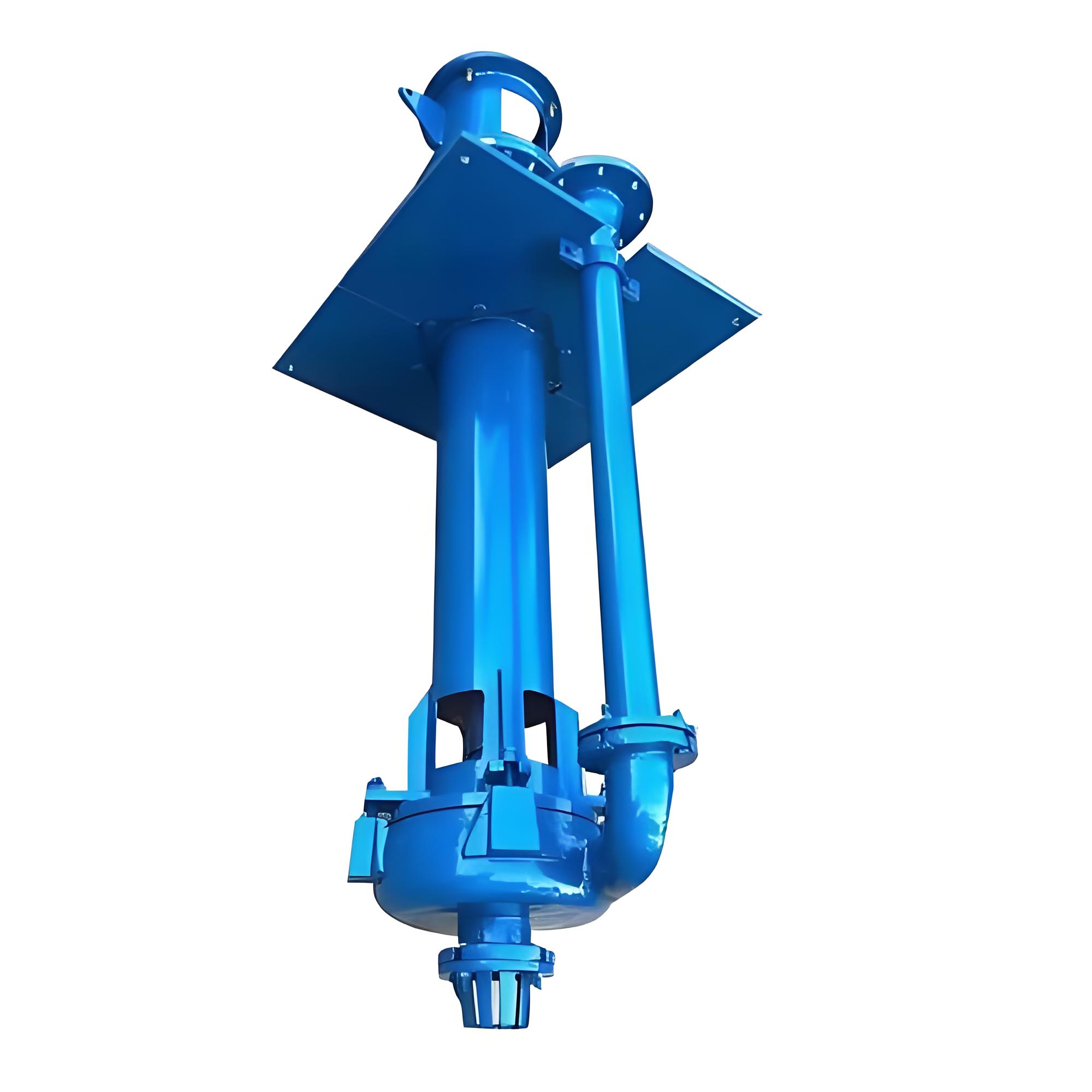
The ZL Series Vertical Slurry Pumps represent our next-generation solution engineered for high-efficiency, wear resistance, and energy conservation. Built upon advanced solid-liquid two-phase flow dynamics, these pumps are meticulously designed to minimize hydraulic losses through optimized geometries of wet-end components. This reduces turbulence and impact-induced wear, resulting in enhanced hydraulic efficiency, quieter operation, and reduced vibration.
Constructed from proprietary high-chromium alloy with superior hardness, the wet-end components exhibit exceptional resistance to abrasion, corrosion, and impact. This material innovation extends service life while maintaining consistent performance under harsh operating conditions.
Key engineering breakthroughs include:
- Hydraulic Optimization: Computational fluid dynamics (CFD) modeling ensures smooth flow paths, minimizing energy losses and wear.
- Robust Structure: A lightweight yet rigid design reduces maintenance requirements and supports reliable long-term operation.
- Advanced Sealing: Seal-less submerged operation eliminates the need for external water supply or mechanical seals, simplifying installation and reducing downtime.
Technical Specifications:
- Maximum solids concentration: 45% (ash slurry) / 60% (mineral slurry) by weight
- Submersible design: Operates fully immersed without additional shaft sealing
- Materials: High-chromium white iron (Cr26+) for wet-end components
- Optional configurations: Customizable for varying flow rates (up to 2,000 m³/h) and heads (up to 60 meters)
Applications:
Ideal for heavy-duty applications in:
- Mining: Tailings disposal, concentrate transfer
- Power Generation: Ash handling, FGD systems
- Metallurgy: Slag granulation, acid leaching
- Chemical Processing: Abrasive slurry transfer
- Wastewater Treatment: Sludge management
The ZJL Series combines cutting-edge materials science with precision engineering to deliver unmatched reliability in demanding environments. Contact us for customized solutions tailored to your specific operational requirements.
| Model | With power(KW) | Traffic Q(m³/h) | Head(m) | Rotational speed n(r/min) | Maximum efficiencyη% | Impeller diameter(mm) | Maximum particle size(mm) | Weight(kg) |
| 100ZL-SP | 2.2-90 | 18-160 | 8.5-81.2 | 980-1480 | 62 | 240-440 | 10-18 | 400-590 |
| 150ZL-SP | 11-90 | 60-340 | 16.2-55.2 | 980-1480 | 52 | 340-410 | 20-24 | 450-800 |
| 200ZL-SP | 15-132 | 100-640 | 17-62 | 980-1480 | 64 | 360-590 | 23-31 | 960-2205 |
| 250ZL-SP | 22-132 | 175-850 | 17-53 | 980-1480 | 60 | 390-500 | 31-36 | 2190-2310 |